
Steel ball forging & rolling process:
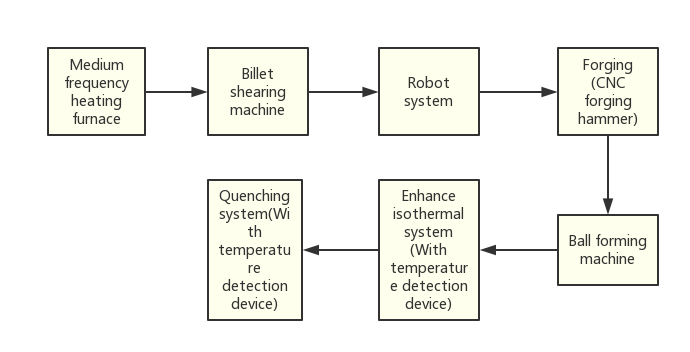
- From equipment costs, production costs, labor costs, comprehensive consideration, using the "first upsetting and finishing" molding method, that is, after the bar is heated by an intermediate frequency furnace, the billet shearing machine cuts the heated bar according to the required length, and the qualified material is sent to the CNC hydraulic closed die forging hammer by the robot after the selection of the material is finished. In the CNC hydraulic closed die forging hammer on the "upsetting" preform, the "upsetting" after the basic bar into a ball, under the action of the cylinder through the trough rolling into the ball spheronization machine, after the ball spheronization machine can have the appearance Good forging steel ball, and then follow-up heat treatment, you can get high hardness of wear-resistant steel ball.
- Electrical control: Electrical control is mainly to complete the speed of the entire production line display, temperature display, operation display, fault display, emergency stop function, with PLC and IPC to achieve quenching temperature, quenching after the water temperature, output control and display. That is, through the temperature detector to detect quenching temperature and output current signal, the Siemens PLC electrical control system displays the temperature, the conveyor chain to automatically adjust the speed of operation to adjust the hot steel ball from the roll forming to quenching air cooling time, Quenching temperature automatic control; automatically adjust the quenching machine speed, adjust the quenching time of the steel ball, quench the water temperature to achieve automatic control. Temperature detector (sensor) Detection frequency: quenching temperature detection and quenching water temperature detection using real-time monitoring, and these parameters are displayed on the "LED display" on the production process in real time to master a variety of data to achieve the heat treatment temperature Real-time monitoring and real-time adjustment. Thus controlling the heat treatment effect of the steel ball, improving the ball quality.

Output can be automatically detected, through the feeding rack material monitoring, the signal through the PLC control system into the tons or the number of steel balls, the user can grasp the production of steel balls in real time.
Equipment Overview
Furnace

- This equipment is a medium-frequency induction heating complete set of equipment for steel ball skew rolling line. Suitable for 6 m long bar induction heating, heating temperature of 1000 ℃ -1050 ℃, continuous heating. Complete sets of equipment, including thyristor IF inverter, capacitor cabinets and induction heating furnace, supporting the mechanical devices (including: (material feeding table, feeding roller mechanism, conveying roller mechanism, a discharge mechanism), PLC master control system, Temperature measurement system.
- Storing platform: The effective width of material storage table 3650mm, length 10650mm, hoisting the material to the storage platform by crane, the load can guarantee 10 tons. Table 3 ~ 5 degrees of slope, the whole bundle of charge, the screw lift will block the material stand up, will not be scattered blank, the material will be lifted when the material plate is lowered to guide the homeopathic neatly along the countertop put. The use of robotic arm blanking, the advantage is no strong metal collision sound, there is no vibration. Robotic arm made of 20mm steel, pitch 180mm, to adapt to a shorter length of the billet smooth blanking.
- Furnace structure: The sensor is mounted on the capacitor cabinet above the single-station structure; independent sensor group, the middle of a separate roller transmission mechanism.
- Feeding method: Adopting the method of continuous feeding with idler feeding machine, the feeding speed can be adjusted according to the output power (frequency conversion control). The continuous feeding mechanism can do positive and negative direction of movement.
- Discharging method: after heating, the temperature of the thermometer shows the temperature reaches the standard, enter the hot shear, the outlet of the inductor of the discharge port is set up and down the roller-type mechanism to prevent the press from causing the tail of the inductor to damage the sensor.
- Cooling method: The whole set of equipment is cooled by a closed cooling tower.
- Control method: The whole machine adopts touch screen display, computer control, and the main console has communication interface, which can be involved in bus control.
Composition: screw jack, cylinder, bearings, steel frame and other components.
Principle: According to the weight of the round bar due to its own weight on the slope, after lifting the constraint, it will roll along the slope to the bottom of the ramp, and then the single bar will be lifted up by the feeding arm to roll up to just above the conveyor roller, When the material arm falls after the blank will fall on the roller, complete the entire paver feeding process.
Features: paver step by step, the expected feed billets, smooth movements, high degree of automation.
Billet precision shearing machine

The machine body adopts the whole welding structure of steel plate, it has enough strength and rigidity, and the precision is good. Equipped with pneumatic friction clutch and circular forced water-cooled brake (friction plate with high wear-resistant material), with overload protection. Adopting roller type roller feeding method, the feeding roller speed is stepless speed regulation, and the feeding roller reducer is equipped with a clutch function to ensure coordination with the cutting data of the main machine. The entire line is controlled by PLC and equipped with motor-driven progressive oil lubrication. The automatic feeding and automatic feeding storage rack can be used together with automatic feeding, automatic feeding, automatic cutting, automatic counting, automatic lubrication, Tail automatic sorting, quick change blades, lack of pressure, oil blocked, automatic shutdown alarm without oil security and other functions.
CNC hydraulic close die forging hammer

CNC hydraulic die forging hammer with full hydraulic differential blow, striking energy and striking processes can achieve digital control, the entire hydraulic system has been integrated, the realization of the hydraulic valve between the tubeless connection. The control system controls the striking energy by controlling the closing time of the striking valve. CNC hydraulic forging hammer is with high die life, high precision forgings, forging quality and other advantages.
Ball forming machine
- The main purpose and characteristics
- The main structure description
The factory roll round of the machine, the body part of an important force for the integration, not welding, deformation, structural stability, a multi-purpose machine. Ball roundness, high speed, easy to learn.
The press mainly by the fuselage, roll, drive shaft, reducer, motor.
Isothermal quenching line

Isothermal quenching line consists of isothermal system, quenching system, including isothermal system, including elevators and isothermal machine, by the frequency drive, conveyor chain devices, transport racks and other components; the hoist is used to carry hot steel ball in continuous rolling to the isothermal machine; isothermal machines are used to cool the hot ball before it enters the quench unit. When the hot ball temperature dropped to quenching temperature (usually 800 ℃ - 820 ℃), the quenching system for continuous on-line quenching of the steel ball, quenching line through the speed adjustment to control the ball out of the quenching temperature is generally 100 ℃ - 110 ℃. It is composed of frequency conversion transmission device, conveying device, quenching water tank, etc. The temperature of quenching medium water is controlled within 50 ℃, the temperature of quenching wire is accurate, and the temperature of quenching wire is determined according to the material of the user after the field test.
CNC forging hammer forging & rolling ball video
CNC forging hammer forging & rolling ball